
Dez conselhos fundamentais para a gestão eficiente em galvanoplastia para as peças de bijuterias e joias ‘folheadas’

Vice-Diretora Cultural da ABTS e autora do blog Galvanoplastia Prática.
wilmasantos.arw@gmail.com
Introdução
Desde os tempos mais remotos, as joias produzidas com metais preciosos, como o ouro e a prata, são objetos de desejo e representavam poder e condição financeira que somente as classes sociais muito abastadas podiam ter acesso. Tudo mudou quando, nos anos 70, surgiram no mercado objetos produzidos com metais mais baratos e com camadas de ouro na superfície, dando ao objeto a mesma aparência de uma joia genuína produzida com os metais preciosos. A importância do tratamento galvânico nesse segmento foi uma verdadeira revolução aos usos e costumes e propiciou à população geral a condição de usar objetos de adorno muito parecidos com as tradicionais joias. A partir daí, bijuterias e joias ‘folheadas’ com altas camadas de ouro foram se popularizando de tal forma que, hoje, ocupam um mercado permanente junto com o da moda têxtil, formando um complemento indispensável ao estilo e comportamento do indivíduo.
A indústria de bijuterias e de joias percorrem o mesmo trajeto na sua produção, ou seja: criação; moldagem; fundição ou estampa; e acabamento, sendo que, na indústria de bijuterias, se agrega ainda a linha galvânica para ocorrer a aparência final desejada: de ouro; prata; ródio; grafite; e outros. A qualidade e o valor final do produto dependem do design, cuja criatividade ilimitada é fundamental; do critério de escolha dos metais usados na base ou núcleo da bijuteria; do tratamento; dos banhos galvânicos utilizados; e da espessura da camada de ouro adicionada na peça.
No Brasil, essa indústria se destacou, desde o início, a partir de três grandes polos de produção de bijuterias e ‘folheados’ que ficam na região de Guaporé-RS; Juazeiro do Norte-CE; e Limeira–SP – este último que aqui destacamos pela força de produção e desenvolvimento a partir do apoio da FIESP (Federação das Indústria do Estado de São Paulo) que, já na década de 1990, teve a iniciativa de organizar o cluster limeirense, através de um projeto denominado Arranjo Produtivo Local que ainda contou com o apoio do SEBRAE (Serviço Brasileiro de Apoio às Micro e Pequenas Empresas) e do Bradesco; além de incentivos do setor público e privado – como a CETESB (Companhia Ambiental de São Paulo); o IBGM (Instituto de Gemas e Metais Preciosos); o CIESP (Centro das Indústrias do Estado de São Paulo); a ALJ (Associação Limeirense de Joias); o SINDIJOIAS (Sindicato da Industria Joalheira) e outros. Esforço conjunto que consagrou a cidade de Limeira como a ‘Capital Nacional da Joia Folheada’, conforme publicado no Diário Oficial da União em 10/1/2018.
A formação de cluster (termo usado para designar aglomeração de empresas do mesmo setor em uma localidade geográfica) configura uma cadeia produtiva em que cada um fabrica uma parte ou presta serviços aos produtores. Veio da necessidade de cooperação entre as empresas, buscando obter vantagens de minimização de custos, melhoria da qualidade, rapidez na cadeia produtiva e competividade que, individualmente, não conseguiriam. Dessa forma, existe a possibilidade de um comprador adquirir peças brutas, semiacabadas (sem tratamento galvânico), como anéis, correntes, pingentes, tarraxas, pulseiras, etc.; de diversos produtores especializados em cada um deles; usar prestadores de serviço para fazer as montagens e, ainda, outro prestador para banhar ou dar o acabamento galvânico. Assim, são partes da cadeia produtiva do setor: fabricantes de peças semiacabadas; de equipamentos; serviços de solda; usinagem; ferramentaria; estamparia; fundição e tratamento galvânico. Todas essas modalidades mobilizam uma grande quantidade de empresas de porte médio, pequeno e de microempresas, gerando emprego, renda e desenvolvimento na região.
Tratamento galvânico de bijuterias e joias folheadas
É essa imensa quantidade de fornecedores de peças que irá constituir a montagem final da bijuteria ou joia folheada, além dos muitos acessórios importados – que agregam o produto e geram para o fornecedor do serviço galvânico um trabalho adicional e muito criterioso para saber qual tratamento dar para o material. Iremos discorrer, portanto, sobre os cuidados a tomar antes de banhar peças que, muitas vezes, compõem uma bijuteria: mais de um metal (por exemplo, pingente de zamac, elo de latão, corrente de tombac); peças plásticas metalizadas; e ainda acessórios como pedras naturais e sintéticas; pérolas naturais e sintéticas; adereços plásticos; e outros.
Diferente por exemplo de montadoras de veículos – que também juntam peças de dezenas de fabricantes para a montagem de um carro. E o fazem com um planejamento muito organizado e antecipado, levando anos até o lançamento de um veículo, pois verificam o uso de cada item, desde um parafuso até de um dispositivo eletrônico muito sofisticado e são submetidos a processos de testagem até serem especificados e homologados – na indústria de bijuterias, o ciclo de um produto, que antes era de uma estação do ano, agora é de semanas e a velocidade na criação do design e na confecção das peças mais o custo que elas chegam ao mercado (além da concorrência externa) não permitem esse controle. Além disso, a facilidade de juntar partes de peças e montar sua bijuteria e mandar banhar em um prestador de serviço fez muitos leigos entrarem no mercado, e o processo de aprendizagem quase sempre foi pela tentativa e erro.
Dez recomendações para dar banho nas bijuterias e joias folheadas
Cabe ao prestador do serviço galvânico, ou ao responsável pelo setor galvânico da fábrica de bijuterias, fazer a avaliação do produto a ser banhado e analisar como será o processo de limpeza, pré-tratamento e tratamento dessa superfície tão diversa. O objetivo deste artigo é orientar e dar um norte aos que desejam banhar bijuterias. São 10 recomendações que, certamente, a grande maioria já se atenta, mas valem sempre serem lembradas, pois irão ajudar a fazer uma melhor análise do material a ser banhado, evitando, assim, discordâncias futuras:
Item 01
Definição de como banhar (anéis, pingentes, correntes, brincos…)
A sequência operacional galvânica e o sistema de banho, como banhar em gancheiras peças que podem ser penduradas, carretéis para correntaria ou tambor rotativo para peças muito pequenas precisam ser planejados para banhar os diferentes tipos de peças de forma adequada e dar boa qualidade ao acabamento.
Querer banhar tudo requer mais equipamentos e eletrólitos apropriados, como tanques adaptados para gancheiras, carretéis para correntes, tambor para peças miúdas... ...ou criatividade para adaptar uma linha para ter essa flexibilidade. Não é impossível, requer conhecimento para ajustar a linha aos diferentes tipos de sistemas operacionais.
“Cada modelo de peça tem uma maneira ideal de banhar”

 Sistema de tambor rotativo para peças a granel, carretel para banhar correntes e gancheira para peças possíveis de pendurar. Fonte: Curso TS - ABTS
Sistema de tambor rotativo para peças a granel, carretel para banhar correntes e gancheira para peças possíveis de pendurar. Fonte: Curso TS - ABTS
Item 02
Definição do pré-tratamento do metal base (latão, zamac, alumínio, ferro, aço inox…)
É muito comum que as pequenas empresas busquem comprar peças brutas para montar e banhar, isso também acontece com as fábricas que não conseguem produzir tudo e sempre recorrem a algum acessório ou complemento adquirido do mercado de peças brutas, muitas vezes a dificuldade é identificar o metal ou liga em que essas peças foram produzidas. É importante ter em mente que diferentes metais base necessitam de diferentes pré-tratamentos, como desengraxante específico ou ativações ácidas mais ou menos fortes.
Nas galvânicas, é comum trabalhar com um desengraxante universal para limpeza inicial de todas as peças, no entanto, esses desengraxantes podem ser fortes demais para metais de baixa fusão, como o zamac. Da mesma forma, se o metal base é ferro ou aço inoxidável pode haver necessidade de um desengraxante mais forte, bem como a ativação ácida. Também o alumínio exige uma sequência de pré-tratamento diferente para ativação e preparação da superfície para, somente depois, receber os tratamentos posteriores comuns a todos.
Vale observar ainda que algumas peças podem se danificar durante o processo caso possuam pedras, strass, pérolas e outros acessórios, eles podem ser atacados durante o processo galvânico que passa por diversas sequências em soluções ácidas básicas, além de algumas soluções serem submetidas a temperaturas que podem chegar a 70ºC.
“Cada tipo de material tem um pré-tratamento adequado antes de receber os banhos”
 Exemplo de peça bruta composta de vários materiais. Fonte: Joia & Cia
Exemplo de peça bruta composta de vários materiais. Fonte: Joia & Cia
Item 03
Checagem da capacidade produtiva da galvanoplastia
É importante saber qual é a capacidade de cada tanque de banho e dimensionar a capacidade de produção da linha. Por exemplo, os banhos de cobre ácido e níquel são quase sempre o gargalo de uma linha de bijuterias, porque esses banhos são responsáveis por dar brilho e nivelamento na superfície das bijuterias e, por isso, ficam nos banhos por mais tempo.
Já o banho de ouro, quando a aplicação é de uma simples camada dourada, é muito rápido, cerca de 10-30 segundos, então os tanques podem ser menores. Na folheação a ouro, o tempo depende da espessura da camada. Geralmente, a camada mais espessa de ouro é obtida através de três banhos: pré-ouro, folhação, e cor final para ajustar o produto à tonalidade requerida pelo mercado – podem ser diversos tons dourados e, nesse caso, cada cor é um tanque específico.
 Exemplo de diferentes tonalidades de ouro aplicadas como banho final. Fonte: Lagor
Exemplo de diferentes tonalidades de ouro aplicadas como banho final. Fonte: Lagor
Planejar antecipadamente o que vai banhar e mensurar a quantidade fazem com que seja possível dimensionar a linha galvânica à capacidade de produção. Muitas vezes, pequenos ajustes, como aumentar o volume de tanques como o níquel e o cobre ácido, podem duplicar ou até triplicar a capacidade de produção.
“Cada banho tem o seu tempo, extrair o máximo de cada um”
Item 04
Especificação das camadas em função da qualidade desejada da bijuteria ou joia
Neste quesito é importante o acordo entre as partes para definir os banhos que serão aplicados, as suas camadas e os custos dessas escolhas. Geralmente, todos querem a melhor qualidade, mas ela implica em maior custo e, portanto, em um produto mais caro. A quantidade de ouro aplicada define o custo final da joia folheada – vale lembrar que apesar de ser uma fina camada de ouro, o custo da bijuteria folheada pode multiplicar em função de quanto ouro é aplicado, assim, é fundamental definir a espessura (ou milesimagem) das camadas de ouro para o produto em função do nicho de mercado que deseja atuar.
A recomendação é considerar que anéis precisam de camada de ouro maior porque têm muito atrito, já os brincos não necessitam de tantas camadas para a mesma durabilidade devido à baixa exposição aos produtos químicos e quase nenhum atrito.
 Peças processadas com folheação 18 quilates - Euro placattura 18
Peças processadas com folheação 18 quilates - Euro placattura 18Fonte: Eurolab Ind e Com Ltda
O que produzir, joia folheada ou bijuteria?
Item 05
Definição da sequência operacional e os tipos de banhos
A sequência operacional é uma conjugação do material que está sendo tratado com o acabamento desejado. Se for banhar peças de latão, por exemplo, a sequência operacional padrão é: desengraxante universal, ativação, cobre alcalino, cobre ácido, níquel e ouro; sendo que pode ser usado um banho de ouro para aplicação de uma fina camada, conhecida como flash (ou simplesmente dourado), ou três camadas de ouro (pré-ouro, ouro camada e ouro cor final) quando há o desejo da aplicação de camadas com maiores espessuras, conhecidas como bijuteria ou joia folheada. É no segundo banho, ou banho de camada, que se aplica a espessura desejada – os banhos pré-ouro e ouro cor final aplicam somente uma fina camada flash, que varia de 0,03-0,12 micrômetros.
Nessa etapa também se definem as camadas que irão compor o tratamento da superfície da bijuteria bruta – geralmente se aplica maior camada nos banhos de cobre ácido e níquel porque eles são responsáveis pelo brilho e nivelamento da superfície. Não adianta aplicar uma excelente camada de ouro se esses acabamentos intermediários não ficarem satisfatórios. A regra é: quanto melhor o brilho e acabamento do metal-base menor necessidade desses outros banhos. O tempo nos banhos de cobre e níquel pode variar de 5 a 15 minutos. O níquel, que era uma etapa muito empregada devido às suas propriedades de brilho, dureza da camada e resistência, está sendo eliminado por conta das evidências de que provoca alergia em um percentual grande de pessoas; assim, cabe a cada empresa optar pelo metal ou eliminar esta etapa. Nesse caso, é recomendado aplicar espessura de ouro bem maior para evitar a migração do cobre da base na superfície da peça, ou substituir por outros processos Ni-free, como bronze, paládio e outros.
Quanto valor adicional agregar ao produto final?
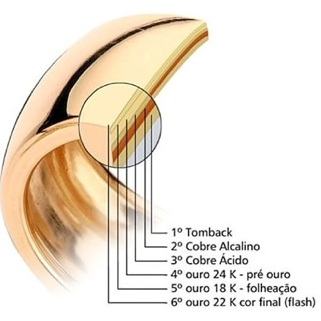 Exemplo de camadas galvânicas a partir do metal base que compõem uma peça banhada. Fonte Rommanel
Exemplo de camadas galvânicas a partir do metal base que compõem uma peça banhada. Fonte Rommanel
Item 06
Cálculo da autonomia produtiva de cada banho e insumos
Este é um cálculo fundamental em uma linha galvânica, não importa o tamanho: é preciso saber a capacidade e autonomia de produção de cada banho. Por exemplo, o banho de douração simples, geralmente, contém um grama de ouro por litro, mas, para seu ótimo funcionamento, não é recomendado retirar do banho todo esse metal. A recomendação é retirar um percentual de ouro e fazer a reposição do ouro e componentes, assim, a qualidade da camada será sempre igual e o banho irá durar muito tempo. Isso vale também para todos os outros banhos: de cobre, níquel, etc. Portanto, se for banhar um lote de peças, é necessário verificar se tem insumos para manutenção dos banhos antes de iniciar a produção.
“Se faltar um único insumo, a produção será comprometida”
Item 07
Dimensionamento e distribuição das peças nas gancheiras e nos tanques
Ao planejar banhar, verificar se o tamanho e posicionamento das peças estão adequados ao dos tanques. Peças que ficam muito próximas dos anodos tendem a ‘queimar’. Também verificar se a proporção anodo/peças está adequada – a recomendação, geralmente, é de 2:1, ou seja, a área dos anodos deve ser duas vezes maior que a das peças – também porque algumas etapas representam o gargalo da produção e, neste caso, dimensionar esse tanque-gargalo (ex. banhos de cobre e níquel) maior para o bom fluxo da produção.
“O tamanho e distribuição das peças nos tanques importam”
 Peças processadas com folheação 18 quilates - Euro placattura 18
Peças processadas com folheação 18 quilates - Euro placattura 18Fonte: Eurolab Ind e Com Ltda
Item 08
Cálculo do tempo e corrente em função da espessura das camadas
Retificadores de corrente inteligentes, com contador e totalizador de ampere/minuto são a melhor maneira de efetuar este controle, fundamental para compensar as variações durante a deposição – principalmente, para os banhos de metal precioso, onde uma variação de segundos ou fração de corrente implica em maior consumo de ouro no banho. Esse ajuste deve ser o mais afinado possível.
Nos banhos de ouro (se for só flash de ouro), de 10 a 30 segundos; se for banho de ouro camada, deve-se calcular o número de ampere/minuto para a camada que se deseja aplicar, não há limite, mas geralmente se aplica de 0,2-5 µm (micrômetros). Outros preferem aplicar milésimos de peso, 2-20 milésimos de peso – 2-20 gramas de ouro por Kg de peças.
A diferença entre micrômetros e milésimos de peso está detalhada em outro artigo, mas, basicamente, micrômetros se referem à unidade de espessura da camada; já a unidade milésimos de peso se refere a gramas de ouro por quilo de peças. ‘Milésimos’ são um termo oriundo da ourivesaria, onde os joalheiros falam da liga de ouro 750/000 como uma liga em que 750 partes de 1000 são compostas de ouro.
“Cada segundo no banho (de ouro) representa ouro consumido”
Item 09
Controle dos banhos
O controle de tudo que sai do banho e de tudo que precisa ser reposto é o que vai definir a durabilidade dos banhos e qualidade das peças banhadas; sobretudo dos banhos de ouro que contêm quantidades de metal pequenas e qualquer descontrole faz perder a qualidade do acabamento desejado. É recomendado fazer análise química dos banhos, bem como os testes de manutenção necessários. Também é recomendado elaborar uma planilha de controle de tudo o que foi banhado; do consumo teórico dos metais correspondentes; e de tudo o que foi reforçado para se ter uma boa manutenção das soluções galvânicas.
“Os banhos precisam estar sempre prontos para banhar”
Item 10
Controle das peças
 Equipamento de fluorescência de raios-X para efetuar análise da camada de peças, análise química de banhos e detecção de liga. Fonte: Site Fischer Helmut
Equipamento de fluorescência de raios-X para efetuar análise da camada de peças, análise química de banhos e detecção de liga. Fonte: Site Fischer Helmut
Após realizado o trabalho, um bom controle de qualidade é importante. Controles simples, como verificar manchas, tonalidade do banho de ouro e aderência dos banhos aplicados são fundamentais. Outros controles importantes, mas nem sempre possíveis no local – como verificar a espessura da camada de ouro e resistência do depósito –, podem ser requisitados ou desenvolvidos e quase sempre necessitam de suporte de laboratório e equipamentos específicos.
“As peças precisam atender a todos os requisitos solicitados”
Peças processadas com folheação 18 quilates - Euro placattura 18
Fonte: Eurolab Ind e Com Ltda
Recomendação final
Com a observação desses passos é possível iniciar a produção de um bom trabalho, mas é recomendado, ainda, sempre consultar as orientações técnicas de cada banho, geradas pelos fornecedores de processos galvânicos, bem como observar que cada etapa de banho representa manusear produtos químicos que exigem observar os cuidados e perigos; portanto, é de fundamental importância ler atentamente cada recomendação ao manusear produtos químicos.
O planejamento de um projeto galvânico não se restringe somente à linha galvânica, é preciso também planejar tudo o que a permeia, como área de limpeza, polimento, montagem das gancheiras, secagem das peças, controle das peças, etc. Finalmente, é preciso também pensar na estrutura adicional necessária para esta linha, como armazenamento dos produtos químicos que precisam seguir normas rígidas de compatibilidades; tratamento de efluentes, vestiários e equipamentos de segurança coletivos e individuais (EPC e EPI).
Com todos esses itens checados, é possível iniciar o trabalho eficiente de uma linha galvânica, não importa se para banhar 10, 100 ou 1.000 kg de peças.
Referências Bibliográficas
1- MAXIMIANO, Maria Lucia – Cluster Industrial: Um estudo da formação do setor de semijoias e bijuterias na cidade de Limeira-SP.
2- História dos Folheados em Limeira – Capital da Joia Folheada no Brasil – Documentário da Prefeitura de Limeira – publicado em 23/11/2018.
3- SANTOS, Wilma A T – blog. Galvanoplastiapratica 09/07/2019 – Qual a diferença entre milésimos (peso) e microns.
4- SANTOS, Wilma A T – blog. Galvanoplastiapratica – 16/8/2017 – Gestão da Produção em galvanoplastia.
Wilma Ayako Taira dos Santos é bacharel em Ciências com Habilitação em Química e Atribuições Tecnológicas pela Faculdade de São Bernardo do Campo, e Mestre em Ciências pela USP - Instituto de Pesquisas Energéticas e Nucleares (IPEN). Atua na área de galvanoplastia de metais preciosos desde 1976. Ingressou na ABTS em 1994, tendo sido presidente na gestão 2010-2012. Atualmente é Vice-Diretora Cultural. A pesquisadora também é criadora do blog: Galvanoplastia Prática (wilmaatsantos.com.br) .





